

Calvi spa has decided to diversify its portfolio of services offering also a range of products manufactured by powder technology. After a long analysis, MMS Scanpac was selected, developed side by side with the consultant M.A.T. in autumn 2019 the machines were installed in Agrate Brianza, Italy.
Calvi aims to serve the market even more efficiently, and thanks to the investments dedicated
to this new technology, today we have reached the first step in this innovative project.

QUALITY
The use of powder enables to get rid of current defects frequently faced in metal industry (grain size irregularities, residual constraints…)
Shaping steps are cold processes ; this enables chemical composition stability and microstructure regularity, synonymous with adequacy to highest technical standards
Semi finished products are particles of few microns ; therefore the microstructure of the finished product is very sharp and the product is isotropic i.e. very regular mechanical performances, and where applicable very good thermal or electrical conductivity, etc…

ENVIRONMENT
Shaping processes are additive, enabling raw material and energy savings of 30 to 70% compared with classical shaping processes
More integrated processes, requiring less raw material and energy also means less recycling and finishing operations, therefore less emissions

INNOVATION
Powder metallurgy enables innovative engineering of materials (cermets, metal-oxydes, bimetallics…)
The regularity of the microstructure enables an optimization
MATERIAL OUTLOOKS
Chemical composition
| Weight % | C | O | N |
| 316L EN 10088-3 | <0.03 | / | <0.11 |
| 316L – MMS scanpac® | 0.025 | 0.0188 | 0.0032 |
Mechanical behaviour
| Yield Stress N/mm2 | Tensile Strength N/mm2 | Elongation % | Charpy V test (J) |
|
| Scanpac 316L | 215 | 575 | 59 | 185 |
| EN 1.4404 | >200 | 500-700 | >40 | >100/60 (tranversal) |
Chemical composition
| Weight % | C | Si | Mn | P | S | Cr | Mo | O |
| Scanpac 42CrMo4 | 0,445 | 0,358 | 0,696 | 0,012 | 0,005 | 1,06 | 0,236 | 53ppm |
| 42CrMo4 EN 10269 | 0,38-0,45 | <0,4 | 0,6–0,9 | <0,025 | <0,035 | 0,9-1,2 | 0,15-0,3 | / |
Mechanical behaviour
| Yield strength Rp0.2 [N/mm2] | Tensile strength Rm [N/mm2] | Elongation A [%] | Hardness test [HBW30] |
|
| Scanpac 42CrMo4 | 547 | 868 | 16 | 270 |
| 42CrMo4 EN 10269 | 550 (Q+Tempered) | 800-950 (Q+Tempered) | >13 | 241 (Soft Annealed) |
Chemical composition
| Weight % | Ti | Al | V | Fe | C | N | H | O |
| Scanpac TA6v | Bal % | 6,3 | 4,1 | 0,12 | 0,025 | 0,016 | 0,0018 | 0,18 |
| Grade 5 ASTM B-988-13 | Bal % | 5,5-6,75 | 3,5-4,5 | 0.4 max | 0.08 max | 0.05 max | 0.015 max | 0.3 max |
Mechanical behaviour
| Yield strength Rp0.2 [N/mm2] | Tensile strength Rm [N/mm2] | Elongation A [%] |
|
| Scanpac TA6v | 749 | 839 | 13 |
| Grade 5 ASTM B-988-13 | 745 | 806 | 9 |
Manufacturing process
The manufacturing progress is divided into two phases: after the preparation of the powder starts the first phase in which the powder is press reaching a density after compaction ~83%.
The profiles will then pass under the sintering furnace, where the temperature is higher than classical sintering temperatures (95% of liquidus instead of 80-85%). After a cooling phase, the second and last phase begins, in which the profiles are subjected to a second press and then placed in the furnace once again.
BENEFITS
1,38 kg instead of 3,17 kg (-57%)

7 kwh/kg saved (-63%)
WIP SAVINGS
2 instead of 4
DIMENSIONAL CAPABILITIES
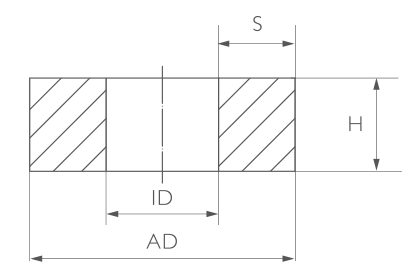
SCANPAC
Min. thickness of parts: h ~3,5 mm
Max. thickness of parts: h < 40 mm
Max. outside diameter: AD < 68 mm
Min. inner diameter: AD < 68 mm
Surface finish: Ra ~0,9 µm
Weight: < 400g
Min. batch size:5.000–10.000 pieces